
29 июня 2025
Включение счетчика М64 на станках ITX и IMV с ЧПУ HCNC/CTO CNC
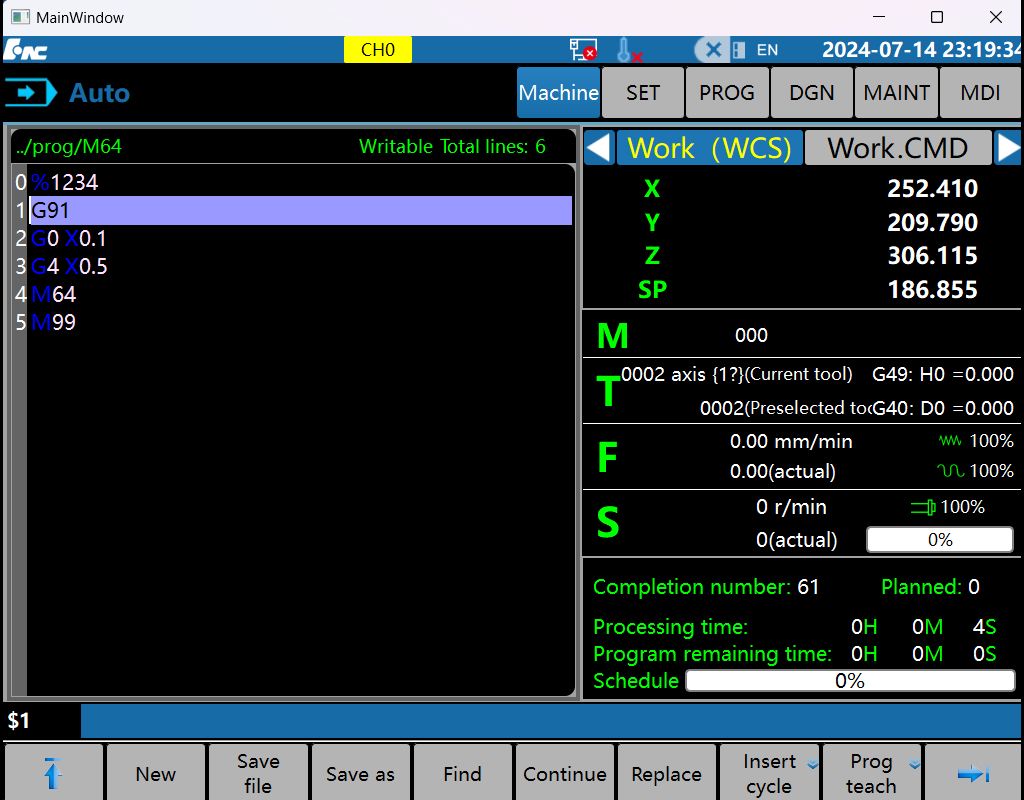
Подсчет деталей в системе ЧПУ реализован через м-код М64, синтаксис:
- …
- М64
- М30
Если М64 выполняется, но при этом нет отображения и подсчета изготовленных деталей, то необходимо проследить в ладдере цепочку выполнения алгоритма при запуске М64.
В данной инструкции используются скриншоты из симулятора, в реальности, на станке будут другие адреса R-реле и К-реле!!! Например могут быть К8.1
Пошаговая инструкция по настройке
1. Заходим в ладдер, DGN-LADDER-LADDER MONIT
2. FIND-FIND COMMAND-MGET 64 (ОБЯЗАТЕЛЬНО ЧЕРЕЗ ПРОБЕЛ!!!)

3. Перемещаем курсор на R101.0 и FIND ADDRESS R101.0
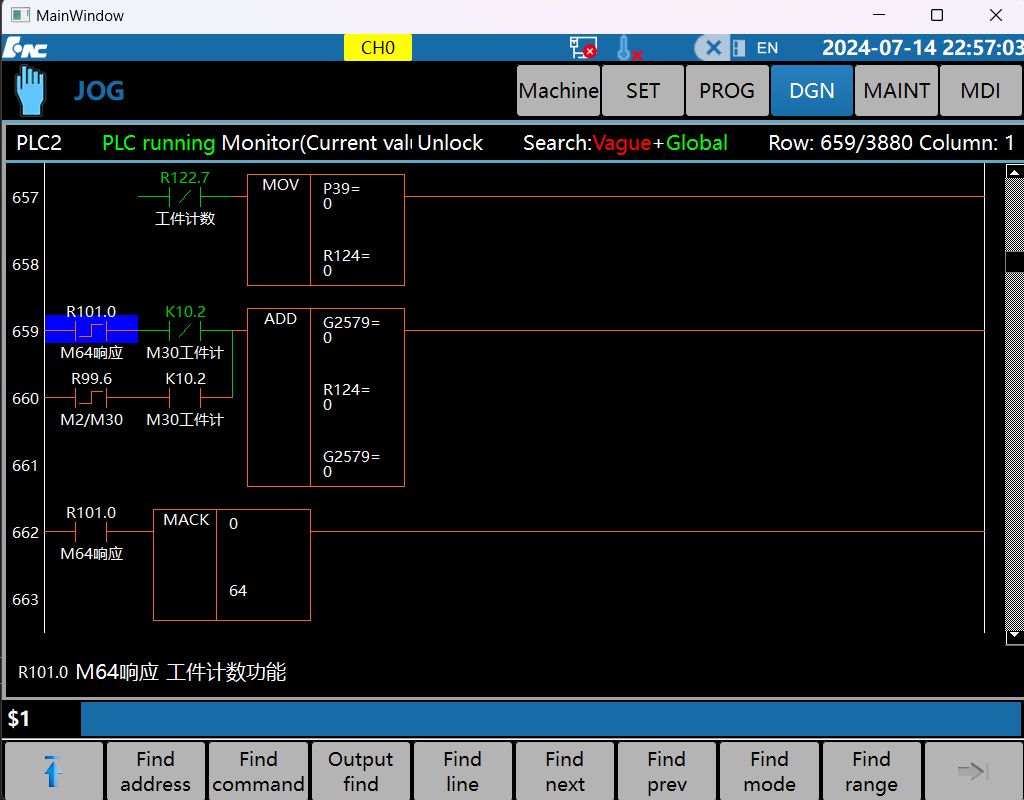
4. Находим цепочку. В данном примере, будет работать счетчик деталей только, когда К10.2 будет установлен в 0. На экране он выделен зеленым цветом (контакт нормально закрытый), если К10.2 будет отображаться белым цветом, то необходимо во вкладке кип-реле, установить К10.2 = 0. См. скриншот, устанавливается через SET ACTIVE – ON / OFF

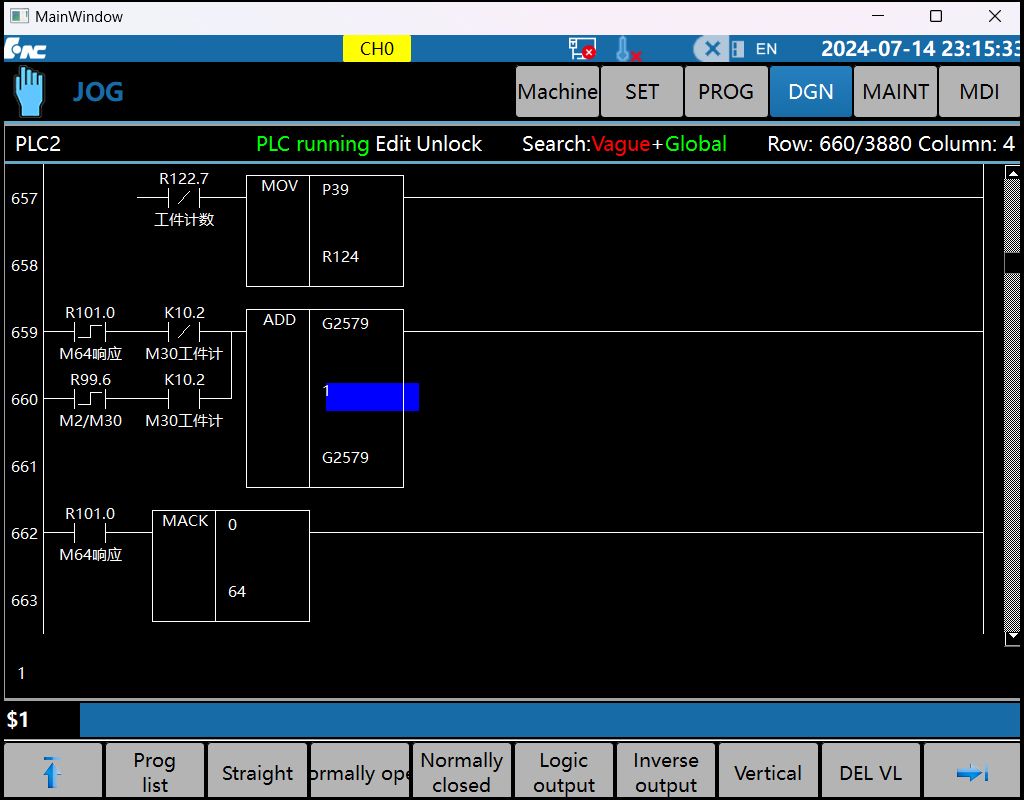
5. Следующим шагом надо убедиться, что в блоке ADD прописаны правильные значения: верхнее значение G2579 = 0 (G2579 = 0 только если кол-во выпущенных деталей в окне статистика обработки равно 0), среднее значение = 1, нижнее значение G2579 = 0. В указанном примере, записано значение R124 = 0, те к верхнему значению прибавляем среднее значение и записываем в нижнее значение, на практике случалось, что было записано значение = 32. Нужно найти функцию MOV, где есть регистр R124 (в примере строка 655) и проверить наличие 1 в верхней части функции.
6. Если требуется, то выйти выше в меню и зайти в EDIT LADDER и изменить значение на 1, т.е. R124 = 1 в блоке MOV. Сохранить ладдер и перезагрузить станок. Счетчик должен работать.
7. Проверяем работоспособность
Примечание:
На станке IMV-1260 использовались следующие значения реле: К8.1, которое в свою очередь включало R2008.1 и в цепочке М64 уже использовалось промежуточное R2008.1. В строке 659, настоящего примера нет промежуточного реле и сразу казано кип-реле К10.2