


Точность станка — это основа качественного производства. Даже отклонение в несколько микрон может превратить партию деталей в брак. Мы регулярно сталкиваемся с ситуациями, когда предприятия теряют заказы из-за того, что их оборудование не обеспечивает требуемую точность обработки.
На каких станках чаще всего требуется повышение точности
Наиболее критична эта услуга для:
- Токарных станков с ЧПУ — особенно модели, отработавшие более 5-7 лет интенсивной эксплуатации
- Фрезерных обрабатывающих центров — вертикальных и горизонтальных, где износ направляющих влияет на геометрию детали
- Координатно-расточных станков — здесь точность критична по определению
- Шлифовальных станков — где даже минимальные биения приводят к волнистости поверхности
- Станков старых серий — 16К20, 6Р13, ИР500 и подобных, которые изначально имели более грубые допуски
Почему именно на этих станках проблема стоит остро
У токарных станков с годами изнашиваются подшипники шпинделя и направляющие суппорта. На фрезерных центрах критичен износ линейных направляющих и шарико-винтовых передач. Координатно-расточные станки теряют точность из-за температурных деформаций и износа прецизионных узлов.
Шлифовальные станки особенно чувствительны к вибрациям и биениям — здесь даже микронные отклонения сразу видны на обработанной поверхности. Старые станки просто не рассчитывались на современные требования к точности.
Что происходит, если не заниматься точностью станка
Постепенная деградация качества
Сначала появляется брак на самых точных деталях. Потом процент брака растет. В итоге станок может обрабатывать только грубые заготовки. Мы видели случаи, когда токарный станок с изношенными подшипниками шпинделя давал биение 0,3 мм вместо требуемых 0,01 мм.
Конкретные поломки и их последствия
Износ направляющих суппорта на токарном станке приводит к тому, что резец "гуляет" при обработке. Результат — конусность вала вместо цилиндра, невозможность получить точный диаметр.
Люфт в шарико-винтовой паре фрезерного станка означает, что при смене направления подачи появляется мертвый ход. На детали это выглядит как ступеньки, неровности контура, разные размеры симметричных элементов.
Биение шпинделя более 0,02 мм на шлифовальном станке дает волнистость поверхности, которую невозможно устранить. Деталь идет в переделку или в брак.
Какие узлы страдают в первую очередь
Шпиндельные узлы
Подшипники изнашиваются от постоянных нагрузок. Появляется радиальное и осевое биение. На токарном станке это означает невозможность точить валы, на фрезерном — брак при обработке отверстий.
Направляющие
От трения и загрязнений на направляющих появляются задиры, неровности. Суппорт или стол начинают двигаться рывками. Это сразу отражается на качестве поверхности детали.
Приводы подач
В червячных передачах и винтовых парах накапливается люфт. При реверсе появляется мертвый ход, размеры детали "плывут".
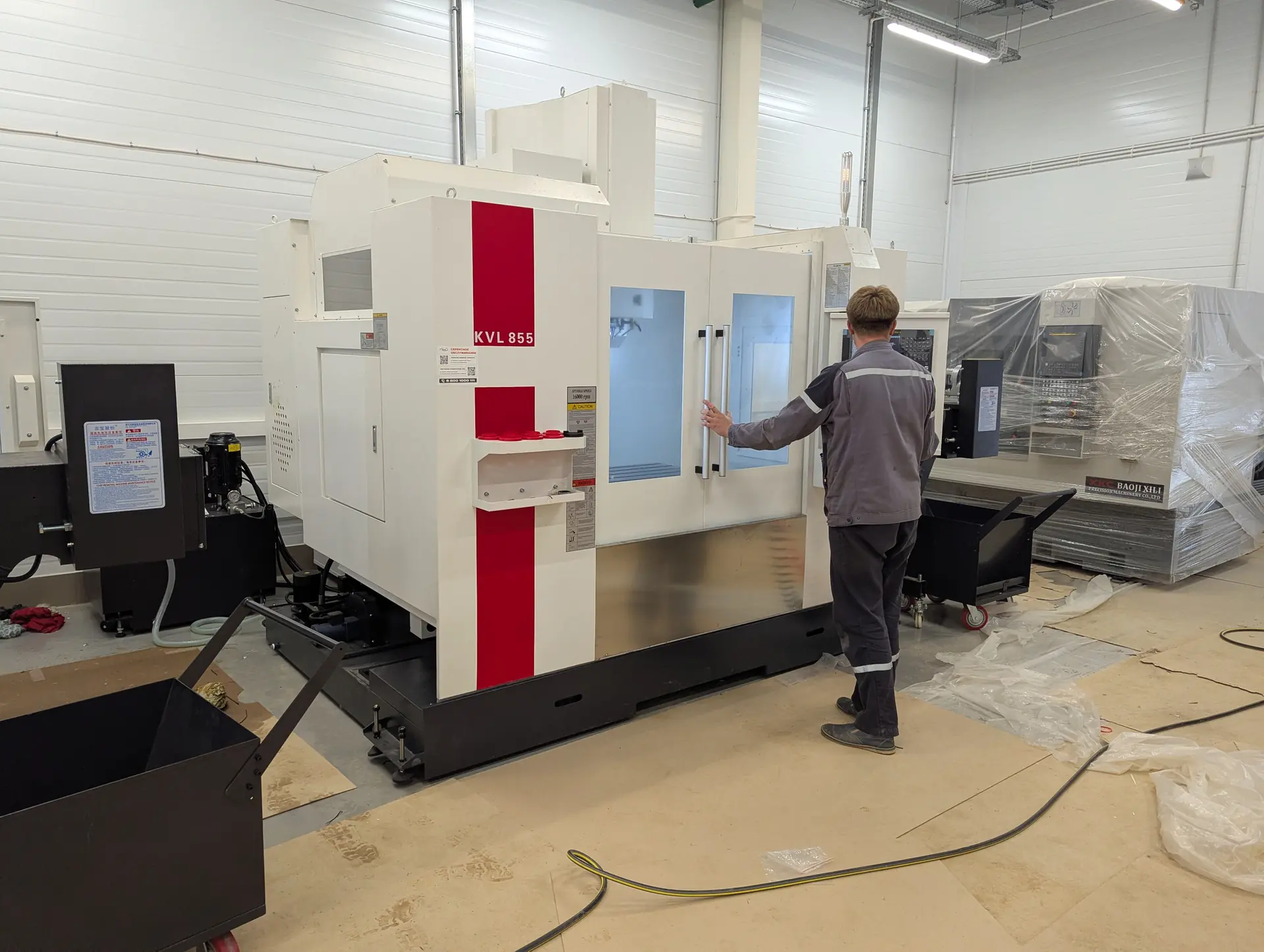
Пример из практики
К нам обратился завод, где токарный станок 16К20 после 15 лет работы стал давать брак. Биение шпинделя достигло 0,15 мм, люфт в суппорте — 0,08 мм. Из партии в 100 втулок годными оказывались только 30-40 штук.
После восстановления точности — замены подшипников шпинделя, шабровки направляющих, регулировки люфтов — станок стал выдавать точность 0,02 мм. Процент брака снизился до 2-3%.
Когда точно пора заняться точностью станка
- Процент брака по размерам превысил 10%
- Невозможно получить заданную шероховатость поверхности
- Появилась конусность на цилиндрических поверхностях
- Размеры деталей "плывут" в процессе обработки
- При контроле на КИМ детали не проходят по допускам
Помните: восстановление точности станка — это не расход, а инвестиция. Стоимость работ окупается за 2-3 месяца только за счет снижения брака.



















































































































































































































































































































































































































































































































техническому специалисту
с вами свяжутся