


Центровка и юстировка — это точная настройка геометрических параметров станка для обеспечения правильной работы всех механизмов. Без этой процедуры даже новое оборудование не сможет выдавать качественную продукцию.
На каких станках необходима центровка и юстировка
Эта услуга критически важна для:
- Токарных станков — центры передней и задней бабок должны быть соосны
- Фрезерных станков — стол должен быть перпендикулярен шпинделю
- Координатно-расточных станков — требуют микронной точности позиционирования
- Шлифовальных станков — биение шпинделя не должно превышать 0,002 мм
- Обрабатывающих центров — все оси должны быть строго перпендикулярны друг другу
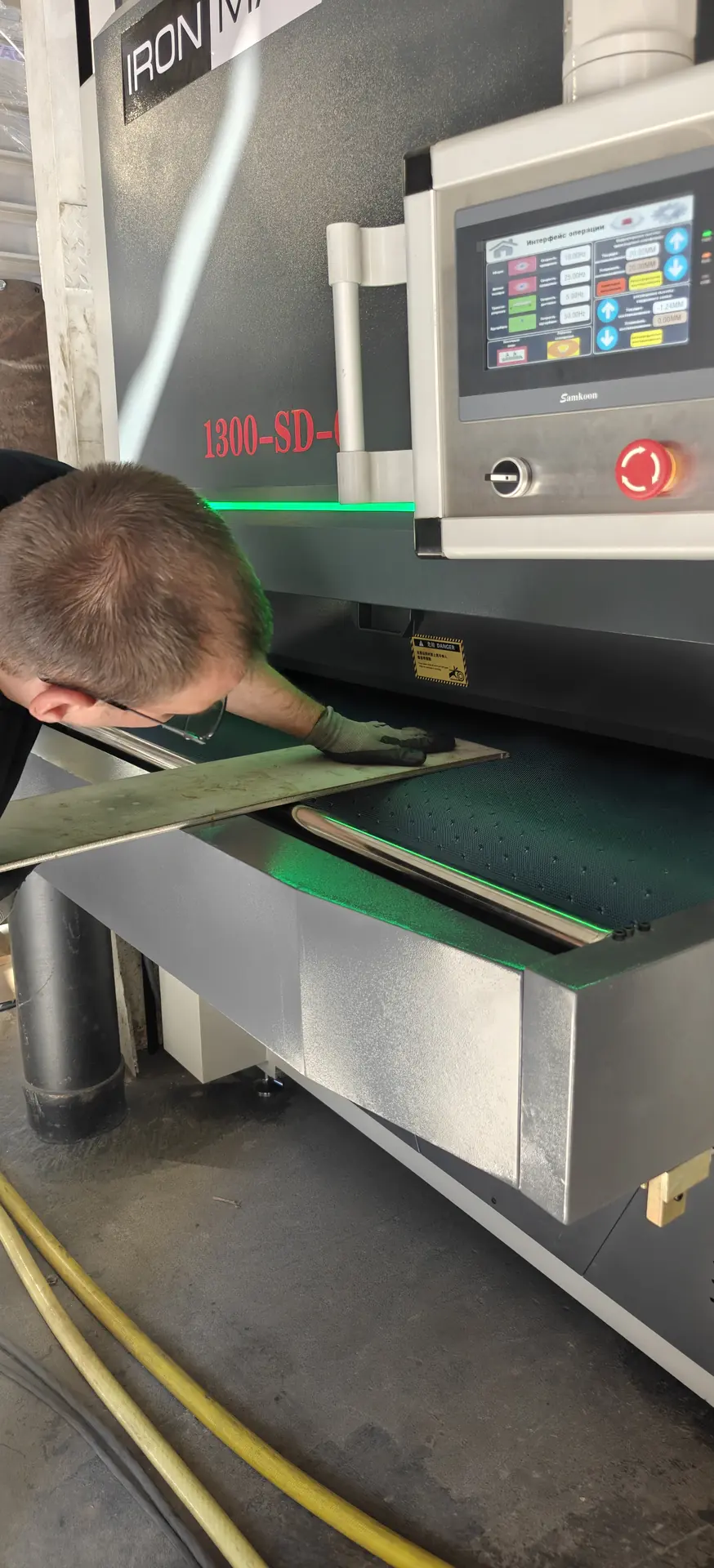
- Прессов и штамповочного оборудования — параллельность плит влияет на качество штамповки
Почему эти типы станков особенно требовательны к юстировке
Токарные станки без точной центровки дают конусность деталей вместо цилиндра. Фрезерные станки с неперпендикулярным столом делают детали с отклонениями по толщине. Шлифовальные станки с биением шпинделя оставляют волнистость на поверхности.
Координатно-расточные станки работают с точностью до микрон — даже малейшее отклонение делает их бесполезными для точного производства.
Последствия работы без центровки
Повышенный износ узлов
Неправильная геометрия создает дополнительные нагрузки на подшипники шпинделя, направляющие и приводы. Подшипники начинают работать с перекосом и выходят из строя в 3-5 раз быстрее.
Разрушение точных пар
В прецизионных станках зазоры между движущими частями составляют сотые доли миллиметра. Перекос приводит к заклиниванию и задирам на направляющих, восстановление которых стоит как половина нового станка.
Поломка инструмента
Биение и вибрации от неотцентрованного оборудования ломают дорогие фрезы и резцы. Твердосплавная фреза за 15 000 рублей может сломаться за одну смену вместо месяца нормальной работы.
Выход из строя измерительных систем
Современные станки с ЧПУ имеют точные датчики обратной связи. Механические перегрузки от неправильной геометрии выводят их из строя. Замена энкодера может стоить 200-300 тысяч рублей.
Критические узлы, которые страдают в первую очередь
- Шпиндельные подшипники — начинают греться и шуметь, требуют замены через 2-3 месяца вместо 2-3 лет
- Линейные направляющие — появляются задиры и износ, точность позиционирования падает
- Шарико-винтовые пары — увеличивается люфт, теряется точность подач
- Серводвигатели — работают с перегрузкой и перегреваются
Нюансы проведения центровки
Центровку нужно проводить после установки станка на фундамент и его полной осадки — обычно через 2-4 недели. Температура в цехе должна быть стабильной, без сквозняков.
Используем лазерные измерительные системы с точностью до 0,001 мм. Проверяем не только статическую геометрию, но и динамическую — как ведет себя станок под нагрузкой.
После центровки обязательно проводим контрольную обработку тестовых деталей и проверяем их размеры.
Экономическая выгода
Стоимость центровки составляет 1-3% от цены станка, но экономит до 70% затрат на внеплановые ремонты. Правильно отъюстированное оборудование служит в 2-3 раза дольше и выдает стабильное качество продукции.
Звоните нашим специалистам — проведем диагностику и юстировку с гарантией результата.



















































































































































































































































































































































































































































































































техническому специалисту
с вами свяжутся